























































Azoknál a márkáknál, amelyeknél a varráshiba nem elfogadható eredmény, érdemes részletesen megérteni a két helyzet közötti különbséget.
A 27,12 MHz-es szabvány: Miért melegszik másképp az RF hegesztés?
A rádiófrekvenciás hegesztés és a hagyományos termikus kötés közötti alapvető különbség nem csak a hatékonyságban rejlik, hanem az anyagon áthaladó hő irányában.
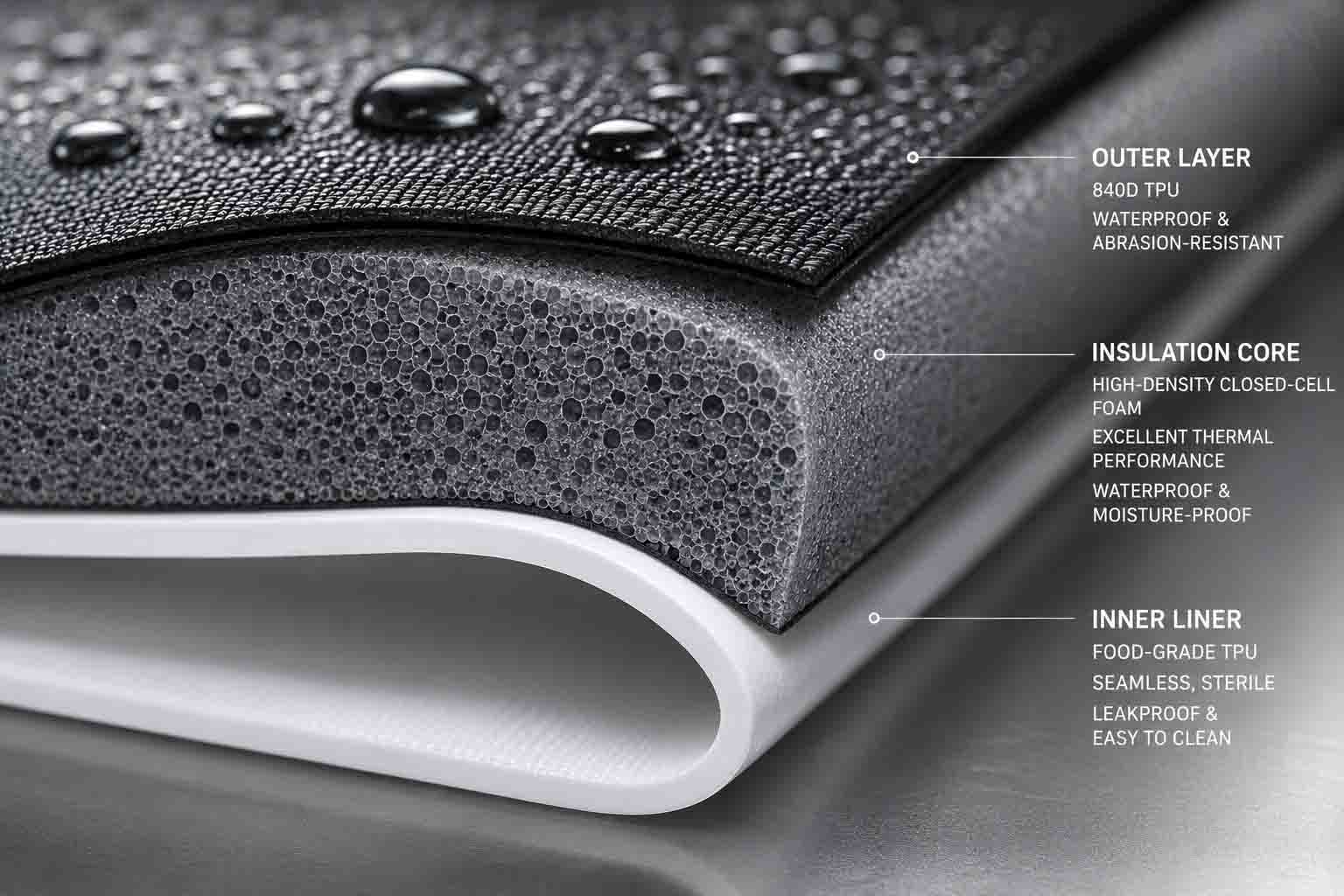
A hagyományos módszerek (forró rudak, fűtött lapok, hőlégfúvók) energiát adnak az anyag felületére, és a vezetésre támaszkodnak a belső kötési hőmérséklet eléréséhez. Vékony filmeknél ez megfelelően működik. A prémium vízálló felszerelésekben használt vastag, sűrű TPU laminált szövetek esetében ez gyakorlati problémát jelent: a belső interfész fúziós hőmérsékletre hozásához elegendő felületi tartózkodási időre van szükség ahhoz, hogy a külső réteg megperzselődjön vagy deformálódjon. A „nem elég” és a „túl sok” közötti ablak az anyagvastagság növekedésével szűkül.
Az RF hegesztés ezt megkerüli azáltal, hogy hőt termel az anyag belsejéből, nem pedig befelé vezeti. A professzionális rádiófrekvenciás hegesztőberendezések 27,12 MHz-en működnek – ez a kijelölt ISM (ipari, tudományos és orvosi) rádiófrekvencia-sáv, amelyet az ipari berendezések ezen osztálya számára osztottak ki. Ezen a frekvencián a váltakozó elektromágneses tér arra készteti a TPU-n belüli poláris molekulákat, hogy minden egyes rezgéssel megpróbálják átrendezni: körülbelül 27 milliószor másodpercenként. Az így létrejött molekuláris súrlódás egyenletesen termel hőt a hegesztési zónában, azon a határfelületen, ahol a fúziónak meg kell történnie, anélkül, hogy a felület-belső hővezetésre támaszkodna.
Egyidejűleg alkalmazott pneumatikus nyomás hatására az összekapcsolási határfelületen lévő anyag eléri a fúziós hőmérsékletet, és a rétegek molekuláris szinten egyesülnek. Miután a mezőt eltávolították, és az anyag tartós nyomás alatt lehűl, a két panel közötti eredeti határ szerkezetileg már nem létezik – a hegesztési zóna egyetlen folytonos anyagdarab lett. A roncsolásos húzóvizsgálat során ez a zóna jellemzően túlmegy a környező alapszövet tönkremenetelének pontján. Ez az eredmény a gyakorlati mérce a megfelelően kivitelezett RF hegesztéshez.
Hegesztő 840D nagy szilárdságú TPU: szűkebb hibahatár
Az RF hegesztés kompatibilis hőre lágyuló műanyagok széles skáláján működik – PVC, PET, EVA, különféle PU-bevonatú szövetek. A nagy teherbírású kültéri alkalmazásokhoz, amelyek tartós kopásállóságot és terhelés alatti szerkezeti integritást igényelnek, a 840 denieres, nagy szakítószilárdságú TPU a mérce anyag. Ez az, amely a legnagyobb követelményeket támasztja a folyamatkalibrációval szemben.
A nagyobb denier nagyobb anyagtömeget jelent a hegesztési zónában, ami több elektromágneses energiát igényel a fúziós hőmérséklet eléréséhez. A nehézség az, hogy ez nem csak az áramellátást jelenti. A működési ablak – az elégtelen energia (nem teljes ömlesztés, szivárgásra hajlamos varrat) és a túlzott energia (anyagperzselés, sérült vízálló gát) közötti tartomány – a szövet súlyának növekedésével szűkül. A 420D TPU-n tisztán működő teljesítménybeállítás hideg foltokat okozhat a 840D-n ugyanabban a ciklusidőben, míg a 840D-re kalibrált beállítás vékonyabb anyagokat égethet ugyanabban a termékben.
Ennek kezelése anyagspecifikus kalibrációt igényel. Amikor a 840D TPU belép egy gyártósorra – legyen szó akár új termék bevezetéséről, akár új anyagtételről ugyanattól a szállítótól –, az RF teljesítményt, a présnyomást és a ciklusidőzítést az adott anyaggal szemben kell érvényesíteni: annak denierével, a TPU bevonat tömegével és összetételével. Ezek a paraméterek egy dokumentált SOP-hoz tartoznak, amelyet minden gyártási futtatás elején ellenőriznek. Egy olyan létesítmény, amely minden szövetsúlyra egységes beállításokat alkalmaz, nem végzi el ezt a munkát, függetlenül a képesség leírásától.
Három folyamatváltozó, amelyek meghatározzák a termelés konzisztenciáját
A nyomáspróbán átmenő prototípus bizonyítja, hogy a megfelelő hegesztés elérhető. A konzisztens gyártás megköveteli azoknak a változóknak a szabályozását, amelyek meghatározzák, hogy a mennyiség megismételhető-e.
Precíziós szerszámszerszám
A hegesztőszerszám – az anyaggal érintkező és a hegesztési geometriát meghatározó alakos elektróda – sárgarézből vagy alumíniumból van megmunkálva az adott varratminta által megkívánt méretekre. A méretpontosság ennél a szerszámnál nem másodlagos szempont. Az egyenetlen szerszámfelület egyenetlen nyomáseloszlást eredményez a hegesztési zónában, ami egyenetlen belső melegítést eredményez: hideg pontokat, ahol az anyag nem érte el a teljes olvadási hőmérsékletet, és forró pontokat, ahol túlmelegedett. A hideg foltok szivárgáskezdeményezési pontokká válnak. A forró pontok az anyag elvékonyodásának területeivé válnak, amelyek veszélyeztetik a varrat hosszú távú integritását.
A szerszámkopás ugyanolyan hatással van a gyártási mennyiségre. Azok az érintkezési felületek, amelyek a gyártási kampány kezdetén a tűréshatáron belül voltak, fokozatosan kicsúsznak a tűréshatárból. A felelős rádiófrekvenciás hegesztési műveletek nyomon követik a szerszám állapotát, és kicserélik vagy újrakalibrálják a szerszámokat azelőtt, hogy a kopás befolyásolná a hegesztési varrat minőségét – nem pedig azután, hogy a minőségellenőrzési teszt elkezdődött, és megnövekedett meghibásodási arányt mutat.
Nyomás alkalmazása: két fázis, két különböző funkció
A pneumatikus nyomás az RF hegesztésben külön funkciókat lát el az aktív hegesztési fázisban és az azt követő hűtési fázisban, és mindkettő fontos.
Az aktív RF fázis alatt a nyomás biztosítja a bensőséges érintkezést az anyagrétegek között a hegesztési felületen, lehetővé téve a molekuláris keveredést, amikor a TPU eléri a fúziós hőmérsékletet. A rádiófrekvenciás energia eltávolítása utáni hűtési fázisban a nyomás tartja a helyén az összeolvadt zónát, miközben a polimerláncok megszilárdulnak. A nyomás felengedése, mielőtt a hegesztési zóna kellően lehűlt volna, lehetővé teszi a még puha anyag deformálódását, ami gyengébb kötést és méretbeli inkonzisztenciát eredményez a hegesztési zóna szélein, amelyek a használat során feszültségkoncentrációs pontokká válnak.
Az idő előtti nyomásleadás az egyik leggyakoribb gyorsbillentyű a nagy volumenű rádiófrekvenciás hegesztésnél, ahol a ciklusidős nyomás működési ösztönzést teremt a következő alkatrészre való gyors átálláshoz. Az így létrejövő hegesztési varratok gyakran átmennek a szemrevételezésen és a kezdeti alacsony nyomású tesztelésen, majd megnövekedett meghibásodási arányt mutatnak tartós terhelés és ismételt terepi flexibilitás mellett.
Ciklusidőzítés
A teljes rádiófrekvenciás hegesztési ciklus három fázisban fut: elősajtolás (az RF aktiválás előtt alkalmazott nyomás, amely lehetővé teszi az anyag megfelelő illeszkedését a szerszámba), aktív hegesztés (RF energia bekapcsolása, molekuláris felmelegedés és fúzió) és nyomás alatti hűtés (RF kikapcsolva, hegesztési zóna megszilárdulása). Minden fázisnak van egy optimális időtartama az anyagvastagságtól, a bevonat tömegétől és a szerszám geometriájától függően.
Ezek az időzítések nem változnak az anyagok között. Egy adott TPU-specifikációhoz kifejlesztett ciklus a nehezebb szövetet aláhegeszti, és fennáll annak a veszélye, hogy az ugyanabban a termékben máshol használt könnyebb anyagokat túlhegeszti. Amikor az anyagspecifikációk a gyártási sorozatok között változnak – eltérő denier, különböző bevonattömegek, különböző szállítói tételek –, a ciklusparaméterek újbóli érvényesítést igényelnek, nem pedig a folytonosság feltételezését.
1,0 bar hidrosztatikus nyomás vizsgálata: mit erősít meg valójában
A varrat szemrevételezéses ellenőrzése a felületi hibákat azonosítja: látható égési nyomok, nyilvánvaló hézagok a hegesztési fedésben, durva mérettorzulás. Nem azonosítja az alulbiztosított belső zónákat, a hegesztési felületen lévő mikroüregeket vagy a hideg foltokat, amelyek környezeti körülmények között megmaradnak, de terhelés hatására kinyílnak. Bármilyen nyomásértékkel rendelkező vízálló termékek esetében a szemrevételezés a padlót, nem pedig a mennyezetet jelenti.
Az 1,0 bar-os hidrosztatikus nyomásteszt a komoly rádiófrekvenciás hegesztésű kültéri termékek érvényesítési szabványa. Egy Bar egy 10 méteres vízoszlop hidrosztatikus nyomásának felel meg – lényegesen túlmutatva a legtöbb kültéri termékkel a szántóföldi használat során tapasztalható merülési körülményeken, és éppen ez teszi egy értelmes gyártásminősítési tesztté.

Az eljárás: a kész termékeket 1,0 bar belső nyomásra fújják fel, és vízbe merítik, vagy meghatározott ideig nyomás alatt tartják. Az áthaladási feltétel nulla mikrobuborék-kibocsátás bármely varratból, hegesztési zónából vagy zárási pontból. Egyetlen buborék jelzi a szivárgási útvonalat, amely a víz méretétől függetlenül beengedi a vizet a szántóföldi használat során. Ezen a tesztszinten nincs elfogadható részleges megfelelés.
Amit a teszt megerősít, az túlmutat azon, hogy egy adott egység nyomást tart-e a tesztelés pillanatában. Az 1,0 bar nyomáson áthaladó termék megerősítette a teljes molekuláris összeolvadást minden hegesztési zónán, a szerszám megfelelő érintkezését a teljes varratgeometrián, és megfelelő hűtést a nyomáscsökkentés előtt. A konzisztens átadási arányok a gyártási folyamat során a folyamatszabályozás bizonyítékai – nem pedig az egyedi egységváltoztatás, amely pozitív trendet eredményezett.
A tesztelés gyakorisága ugyanolyan következményekkel jár, mint a vizsgálat súlyossága. A kritikus varrattermékek egységenkénti tesztelése teljes gyártási lefedettséget biztosít, és az egyes hibákat még a szállítás előtt észleli. A kötegelt mintavétel statisztikai megbízhatóságot biztosít alacsonyabb költségek mellett, de lehetővé teszi az egyedi hibákat. A megfelelő protokoll az egyegységes mező meghibásodásának későbbi költségeitől függ – azoknál a termékeknél, amelyeknél egy szivárgás garanciális igényt és potenciális márkalehetőséget generál, az egységenkénti tesztelés a racionális álláspont.
A rádiófrekvenciás hegesztési képesség értékelése: a folyamatok érettségét megkülönböztető kérdések
Az RF-hegesztett vízálló termékek szivárgásmegelőzése mérnöki eredmény, nem pedig gyártási állítás. A folyamatváltozók ismertek, a szabályozási módszerek kidolgozottak, az eredményt érvényesítő vizsgálati protokoll jól definiált. Az ezen a területen valódi képességekkel rendelkező gyártó a működését ezekkel a konkrét kifejezésekkel írja le.
A beszállítói értékelés során konkrét kérdéseket érdemes feltenni:
Hogyan dokumentálják a rádiófrekvenciás teljesítménybeállításokat és a ciklusidőket az anyagspecifikáció szerint, és mi váltja ki az újraellenőrzést, ha az anyagtételek megváltoznak?
Hogyan figyelhető a szerszám állapota, és milyen küszöbnél történik a szerszámcsere?
A hidrosztatikus vizsgálatot egységenként vagy szakaszos mintavétellel végzik-e, és milyen nyomáson?
Tudnak-e teszteket szolgáltatni a hasonló termékek legutóbbi gyártási sorozatairól?
Ezek nem nehéz kérdések egy olyan létesítmény számára, amely ténylegesen szabályozza ezeket a változókat. Ezek nagyon nehéz kérdések egy olyan létesítmény számára, amely RF hegesztőberendezéseket üzemeltet anélkül, hogy a folyamat fegyelmezett volna. A válaszok megmondják, hogy milyen helyzetben vagy.